南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
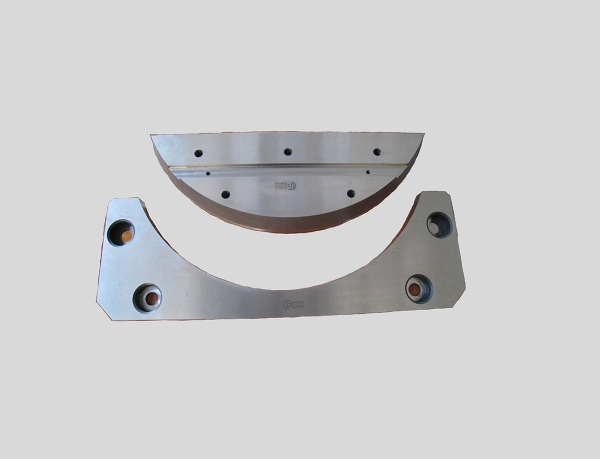
进口剪刃材质为6CrW2Si使用中剪刃崩落现象较多,一般崩落缺口呈菱角状。刃口剥落长度在50一200mm之间,缺口宽约10一30mm左右。也有的顺固定孔断开。
此剪刃进口价格昂贵,国内配套困难,一度曾因缺乏剪刃,给生产造成困崩坏剪刃能不能修复?对此,我们做了反复研究,试验。终于试验成功,用补焊的方法解决了问题。三年来,使用效果很好。现将补焊方法介绍如下
焊前准备
1) 将剪刃崩掉处用砂轮打磨光滑,锐棱倒钝,崩落边沿磨成圆弧过渡。如是剪刃断开,可将断口磨成U形口坡。
2) 剪刃补焊处,用汽油刷洗,去掉油垢,并用钢丝刷去掉其他污垢。
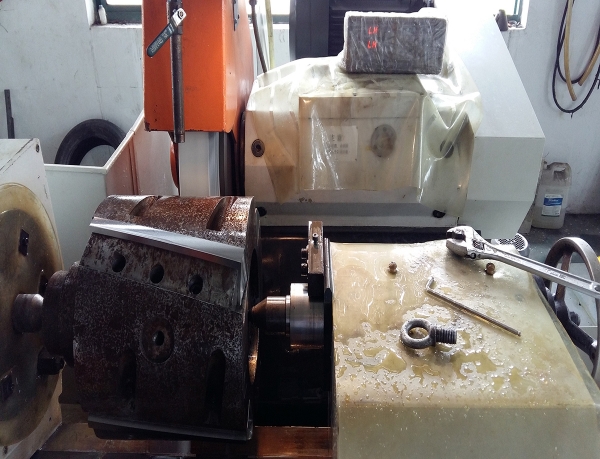
3) 按下图将剪刃垫平,固定在带T 型槽的平台上。利用刚性控制刀片变形。
4〉将结506,3 · 2和堆322或PK一 DC一58 3.2电焊条,在250 ℃、350 ℃ 烘干箱内焙烘2小时,断电后,随用随拿。
5) 选用氧乙炔中号焊炬,中性火焰在崩落补焊处缓缓加温到200 ℃、300 ℃。
6) 选用空载电压大于75v的交流焊机或直流机(反接)。
7) 随用工具:手锤,捻子,钢丝刷,毛刷,扁铲。