南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
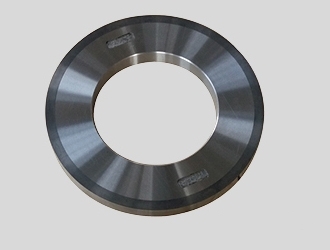
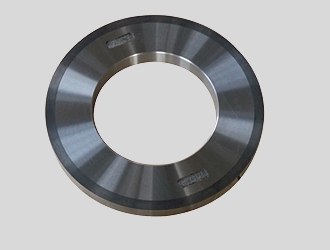
分条机刀片的刃磨
机械刀片的裁切性能在相当程度上取决于刃磨质量,而刃磨质量又取决于刃磨设备及合理的刃磨工艺。刃磨设备,建议使用立轴式磨刀机,刀刃的角度易保证。砂轮建议选择白刚玉(代号WA),刃磨时不易发热,同时必须使用冷却液在刃磨时连续浇在刃口与砂轮接触面上,严禁刃口过热变色。建议使用1号金属乳化液。整个刃磨过程分粗磨、精磨和光整,粗、精磨在磨刀机上进行,光整需要磨刀机和手工来进行。光整的步骤是:
1. 认为分条机刀片已磨好(不见火花),这时不必给进给量,让磨刀机自行往复几个行程,行程多少视刀片的长短而定,短则少行程。
2. 从磨刀机上取下刀片用油石进行手工修研可获得极佳的锋利刃口。其做法是用浸过油的油石轻轻的除去刃口上由磨刀机产生的微小毛刺。
将油石紧贴在前刀面上旋转移动油石至刀片全长。
3. 用同样的方法移动油石至刀片全长精磨后刀面,但将油石略倾一角度,以不大于1°为宜。
按上述方法刃磨后,一片理想的刀片才算完成。
楔角也叫刃口角,它是直接影响裁切性能的主要角度,角度的大小视裁切物而定。