南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
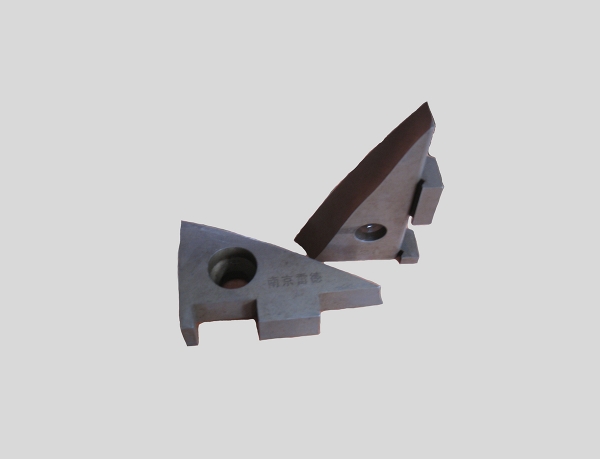
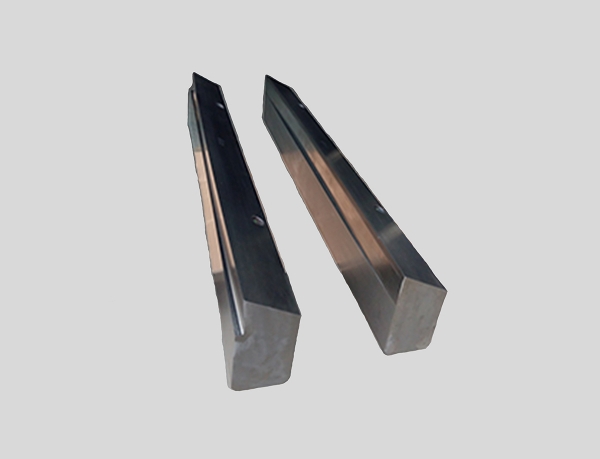
撕裂面不平滑的主要原因是上下刀片平面的相对平行度偏差过大;刀平面与机组中线的相对平行度偏差过大(下刀片影响尤为明显);刀片间隙量过大(厚板出现的几率较高);刀片承担剪切面的边缘有缺口、烧伤或粘结。尽量保证上下刀平面的相对平行度;安装时保证刀平面与机组中线的相对平行度,刀片出口侧与机组中线的距离应等于或略大于入口侧与机组中线的距离;按正确的作业方法进行装刀,及时更换刀片后作业。上下刀片的相对平行度取决于圆盘剪自身的制造、加工性能及装配精度以及刀片的加工性能。
剪刃剪切不断的根本原因是刀片的间隙过大或重叠量过小;常见原因为刀片崩刃、刀片过钝、刀片的内孔过大导致剪切时重叠量的波动较大、压靠盘的直径与刀片直径的匹配不合理。作业时对各规格带钢按照正确的调整工艺进行调整;检查刀片的情况,及时换刀;正常情况下压靠盘的直径应比刀片直径小4mm,以保证边丝有足够的断裂空间,换刀时按刀片的实际尺寸正确的选择压靠盘;保证刀片的加工精度;装刀时一定将刀套端面、刀片端面、压靠盘端面清洁干净,严禁有附着物。
毛刺的根本原因是刀片自身的平面度、上下刀片的相对平行度及刀片平面与剪切后钢带边缘的平行度存在偏差所至,导致剪刃上刀片与带钢边缘进行二次剪切;常见原因为刀片承担剪切面的边缘有缺口、烧伤或粘结、装刀时刀片侧面粘有异物、或者刀片修磨后未作消磁处理,导致刃口部位粘上铁屑。