南京雷德机械有限公司
国内销售部:
电话:86-025-57265118
传真:86-025-57265119
国际销售部:
电话:86-025-57265888
传真:86-025-57265566
地址:江苏省南京市溧水区明觉工业区
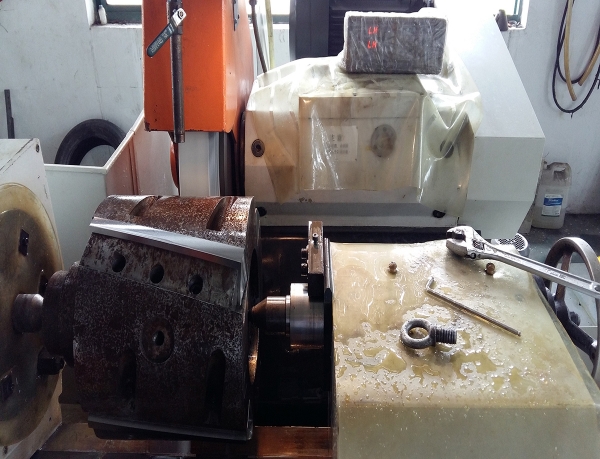
从国外引进的高速线材生产线。用于钢坯切头、切尾以及发生堵钢事故时剪切钢坯。剪刃在热剪上的安装和工作状况。剪切时钢坯温度超过1100℃,剪刃刃口温度可达700℃。所以,剪刃材料应保证刃口耐热、耐磨、耐疲劳和具有剪刃工作状态较高的抗冲击性能。
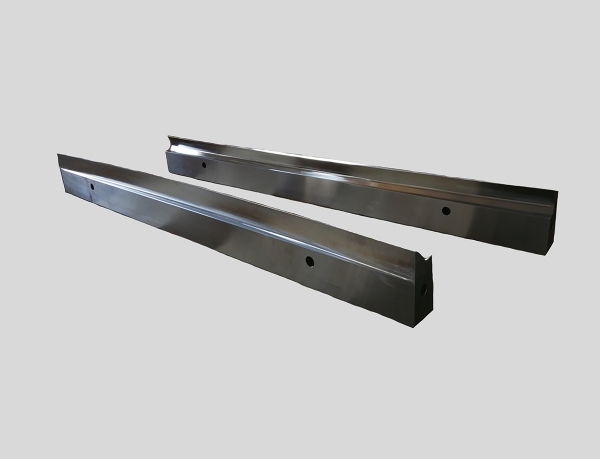
用砂轮刃磨方法获得锐利的剪刃刃口是不可能的。在一般情况下,用砂轮磨过的剪刃刀片宽度为f=0.005~0.008mm。为了提高刃磨质量,消除刃口上的小毛刺,刃磨过的刀片还需要用油石做精光研磨,可以获得更为锐利的刃口,使刀片切削性能得到更大提高。不加压力的使用浸过油的油石轻轻磨刃口,去除磨床加工后产生的毛刺。
将浸过油的清洁的油石紧贴在前刀面上,在连续旋转移动的方法精光前刀面操作时,要注意压力要小,先用W10的油石,再用W5~W1细粒子油石或天然油石加工。精光前刀面油石一定要放平,不要出现所示的倾斜与摇摆,否则会使刀刃卷边。刀片的后面用同样的方式精光,但是油石要示稍微向外侧倾斜<1°倾斜过量反而会使刀片变钝。